Explore
Search
News & Events
News & Events
All NASA News
Video Series on NASA+
Podcasts
Blogs
Newsletters
Social Media
Media Resources
Upcoming Launches & Landings
Virtual Events
Multimedia
Multimedia
NASA+
Images
NASA TV
Sounds and Ringtones
Interactives
NASA Apps
Podcasts
e-Books
STEM Multimedia
NASA+
Search
Suggested Searches
Climate Change
Artemis
Expedition 64
Mars perseverance
SpaceX Crew-2
International Space Station
View All Topics A-Z
Home
Missions
Humans in Space
Earth & Climate
The Solar System
The Universe
Science
Aeronautics
Technology
Learning Resources
About NASA
Español
News & Events
Multimedia
NASA+
Featured
2 min read
Join NASA in Celebrating Earth Day 2024 by Sharing a #GlobalSelfie
article
5 hours ago
6 min read
NASA Selects New Aircraft-Driven Studies of Earth and Climate Change
article
5 hours ago
4 min read
The Ocean Touches Everything: Celebrate Earth Day with NASA
article
1 week ago
Back
Missions
Search All NASA Missions
A to Z List of Missions
Upcoming Launches and Landings
Spaceships and Rockets
Communicating with Missions
Artemis
James Webb Space Telescope
Hubble Space Telescope
International Space Station
Humans in Space
Why Go to Space
Astronauts Home
Commercial Space
Destinations
Spaceships and Rockets
Living in Space
Earth & Climate
Explore Earth Science
Climate Change
Earth, Our Planet
Earth Science in Action
Earth Multimedia
Earth Data
Earth Science Researchers
The Solar System
The Sun
Mercury
Venus
Earth
The Moon
Mars
Jupiter
Saturn
Uranus
Neptune
Pluto & Dwarf Planets
Asteroids, Comets & Meteors
The Kuiper Belt
The Oort Cloud
Skywatching
The Universe
Exoplanets
The Search for Life in the Universe
Stars
Galaxies
Black Holes
The Big Bang
Dark Energy & Dark Matter
Science
Earth Science
Planetary Science
Astrophysics & Space Science
The Sun & Heliophysics
Biological & Physical Sciences
Lunar Science
Citizen Science
Astromaterials
Aeronautics Research
Human Space Travel Research
Aeronautics
Science in the Air
NASA Aircraft
Flight Innovation
Supersonic Flight
Air Traffic Solutions
Green Aviation Tech
Drones & You
Technology
Technology Transfer & Spinoffs
Space Travel Technology
Technology Living in Space
Manufacturing and Materials
Robotics
Science Instruments
Computing
Learning Resources
For Kids and Students
For Educators
For Colleges and Universities
For Professionals
Science for Everyone
Requests for Exhibits, Artifacts, or Speakers
STEM Engagement at NASA
About NASA
NASA's Impacts
Centers and Facilities
Directorates
Organizations
People of NASA
Careers
Internships
Our History
Doing Business with NASA
Get Involved
Contact
Español
Ciencia
Aeronáutica
Ciencias Terrestres
Sistema Solar
Universo
News & Events
All NASA News
Video Series on NASA+
Podcasts
Blogs
Newsletters
Social Media
Media Resources
Upcoming Launches & Landings
Virtual Events
Multimedia
NASA+
Images
NASA TV
Sounds and Ringtones
Interactives
NASA Apps
Podcasts
e-Books
STEM Multimedia
Highlights
3 min read
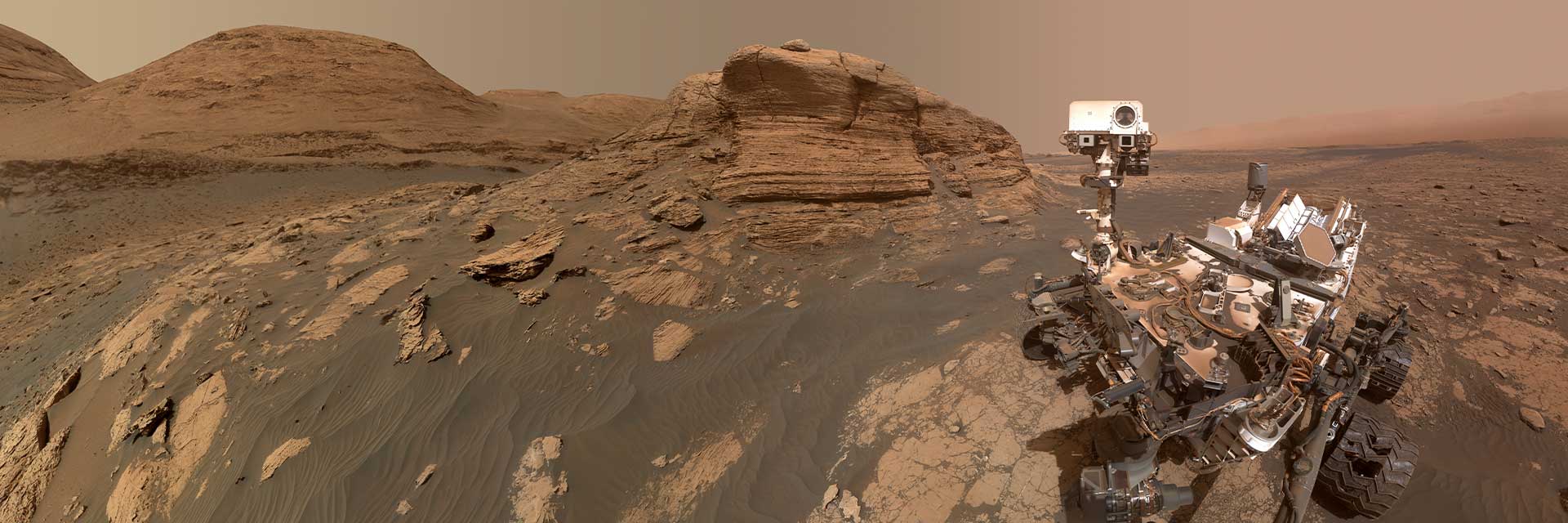
Mars Science Laboratory: Curiosity Rover
article
4 hours ago
6 min read
NASA Selects New Aircraft-Driven Studies of Earth and Climate Change
article
5 hours ago
2 min read
Hubble Captures a Bright Galactic and Stellar Duo
article
6 hours ago
Highlights
2 min read
NASA Open Science Initiative Expands OpenET Across Amazon Basin
article
3 days ago
2 min read
NASA Motion Sickness Study Volunteers Needed!
article
4 days ago
8 min read
NASA Selects New Crew for Next Simulated Mars Journey
article
4 days ago
Highlights
6 min read
NASA Selects New Aircraft-Driven Studies of Earth and Climate Change
article
5 hours ago
4 min read
Students Celebrate Rockets, Environment at NASA’s Kennedy Space Center
article
7 hours ago
4 min read
AI for Earth: How NASA’s Artificial Intelligence and Open Science Efforts Combat Climate Change
article
23 hours ago
Highlights
3 min read
Mars Science Laboratory: Curiosity Rover
article
4 hours ago
3 min read
Sols 4159-4160: A Fully Loaded First Sol
article
1 day ago
6 min read
NASA’s Juno Gives Aerial Views of Mountain, Lava Lake on Io
article
1 day ago
Featured
2 min read
Hubble Captures a Bright Galactic and Stellar Duo
article
6 hours ago
2 min read
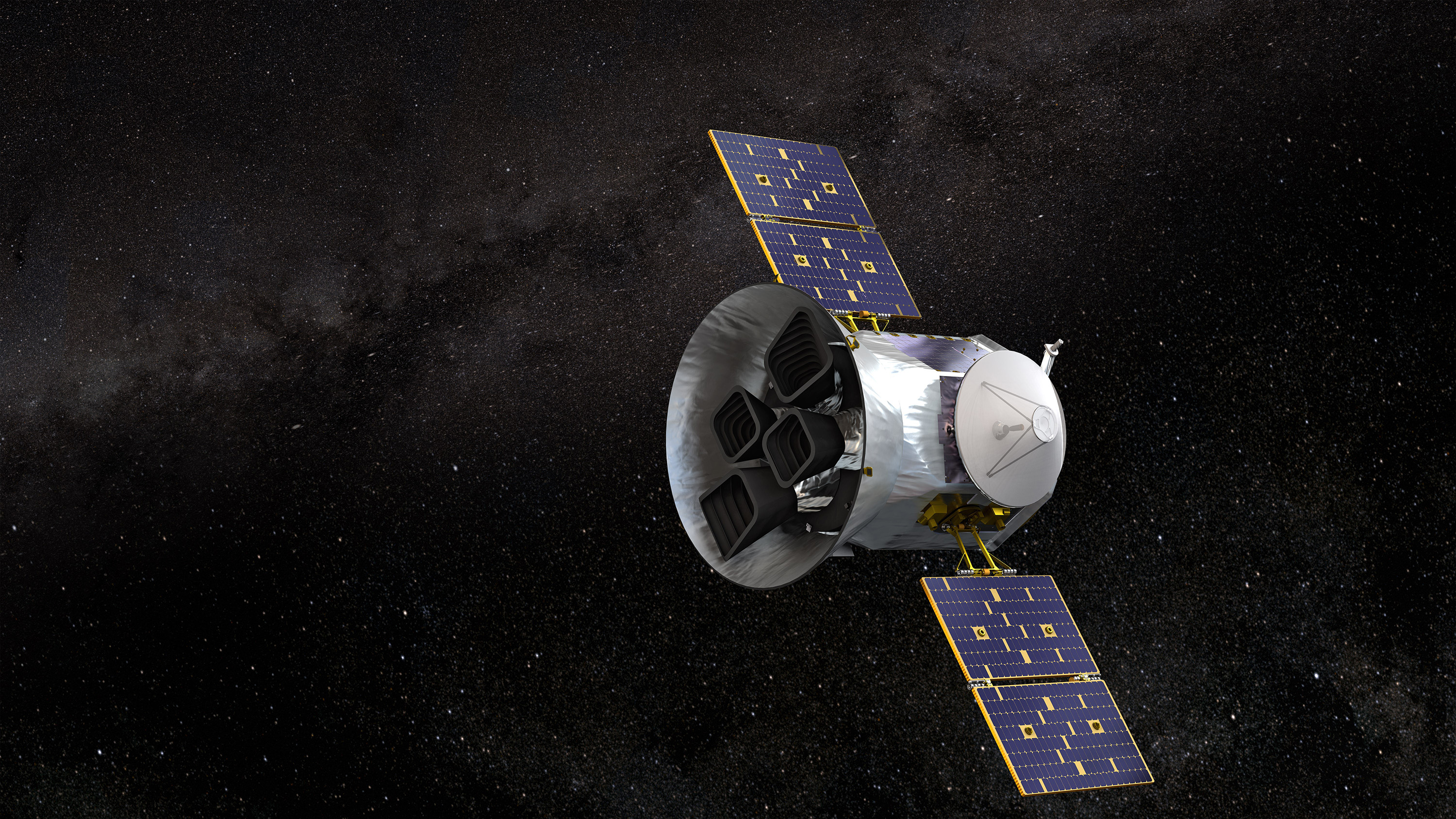
NASA’s TESS Returns to Science Operations
article
2 days ago
5 min read
Astronauts To Patch Up NASA’s NICER Telescope
article
2 days ago
Highlights
7 min read
Hubble Goes Hunting for Small Main Belt Asteroids
article
1 day ago
2 min read
NASA’s TESS Returns to Science Operations
article
2 days ago
4 min read
NASA’s Near Space Network Enables PACE Climate Mission to ‘Phone Home’
article
2 days ago
Highlights
2 min read
NASA Photographer Honored for Thrilling Inverted In-Flight Image
article
2 days ago
3 min read
NASA Langley Team to Study Weather During Eclipse Using Uncrewed Vehicles
article
2 weeks ago
7 min read
ARMD Solicitations
article
2 weeks ago
Highlights
4 min read
NASA’s Near Space Network Enables PACE Climate Mission to ‘Phone Home’
article
2 days ago
2 min read
Amendment 10: B.9 Heliophysics Low-Cost Access to Space Final Text and Proposal Due Date.
article
2 days ago
2 min read
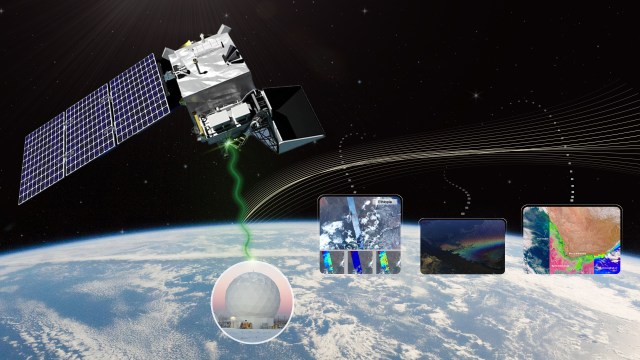
Tech Today: Taking Earth’s Pulse with NASA Satellites
article
2 days ago
Featured
4 min read
Students Celebrate Rockets, Environment at NASA’s Kennedy Space Center
article
7 hours ago
2 min read
Earth Day 2024: Posters and Virtual Backgrounds
article
1 week ago
3 min read
NASA Names Finalists of the Power to Explore Challenge
article
2 weeks ago
Highlights
4 min read
Students Celebrate Rockets, Environment at NASA’s Kennedy Space Center
article
7 hours ago
4 min read
AI for Earth: How NASA’s Artificial Intelligence and Open Science Efforts Combat Climate Change
article
23 hours ago
2 min read
Tech Today: Taking Earth’s Pulse with NASA Satellites
article
2 days ago
Highlights
6 min read
Diez maneras en que los estudiantes pueden prepararse para ser astronautas
article
3 weeks ago
4 min read
Astronauta de la NASA Marcos Berríos
article
1 month ago
8 min read
Resultados científicos revolucionarios en la estación espacial de 2023
article
2 months ago
Posts navigation
Older posts
Test
Katherine Schauer
Apr 17, 2024
Article